Nuclear Reactor Shell Heat Treat Process Controls
Since 2018 Corso Systems has worked with Premier Furnace Specialists supporting their automated heat treatment furnace equipment across a variety of industries.
When Premier Furnace was tasked with building a furnace replacement for a nuclear reactor manufacturer they reached out to the Corso Systems team to help them solve a variety of complex challenges.
The previous furnace included many different heating zones that could be directed at specific areas of the part to ensure process requirements with regard to ramp rates was achieved, while the new furnace used a forced air circulation system to move heat throughout the part.
Process
Typical heat treatment operations on pipe fittings and flanges, aerospace parts, and other consumer goods typically involve cycle times measured in hours. Sometimes the recipes require ramping a certain amount of degrees per hour, and many involve putting parts into a furnace and soaking them for a given amount of time. Those are easily solved problems using Corso Systems’ existing heat treatment process control solutions.
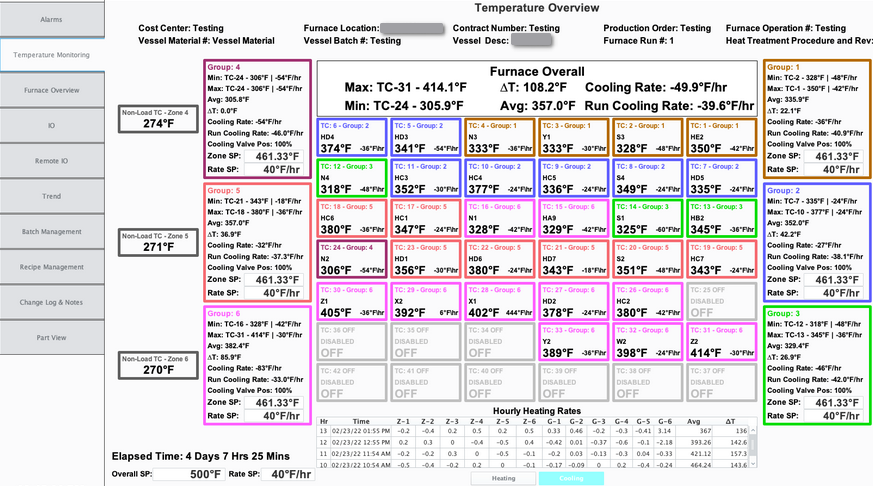
This process became infinitely more complex than standard heat treating with much larger parts, 48 thermocouples monitoring different portions of the part, and cycle times typically exceeding a week of duration for a single operation.
Due to the part geometry and finished part requirements, strict ramp rates for every section of the part had to be adhered to, despite some portions of the part measuring feet across with other sections measured in a handful of inches.
Managing the heat treatment operation required integrating multiple heating zones, balancing heating and cooling across each zone to meet the process requirements, and strict data collection requirements during the entire duration of any given heat treatment operation. The process also differed from typical heat treatment operations in that the part required a controlled cooling operation after heat treatment was complete, adhering to specific requirements in terms of ramp rates across the part.
Because each part had a unique geometry the system also had to be dynamic, allowing multiple thermocouples to be grouped dynamically in each heating zone. The customer also requested the ability for give operators the ability to map where each thermocouple was located on a graphical view of the part in 3D space. This was something they did by hand on paper copies of CAD drawing previously, and they wanted to track everything digitally with modern technology capabilities.
In addition to controlling the furnace, there were non-negotiable requirements for data collection, with digital and hard copy reports generated every 30 minutes, and/or when specific process conditions were met during each cycle, with all operational data tracked historically enabling the company to investigate any anomalies that came up with the part after it was heat treated.
Solution
Corso Systems utilized our typical heat treatment system approach using the following technology:
Allen Bradley PLCs
Recipe Management
Process Controls
Ignition SCADA including:
Process Historian functionality
Recipe and Batch Management
Alarming and Alarm Notifications
Reporting
Operator Visualization of the process
Thermocouple management including tracking various calibration and certification of each thermocouple used in a run
Dynamic image management and a user interface to manage thermocouple locations in 3D space
Beyond the typical recipe and batch management used in heat treatment processes we added in the ability to specify and manage the specific ramp rates across the part for each step of the operation, with strict alarming requirements should the ramp rate begin trending towards specified limits.
The local PC running an Ignition client was set up to print reports as they were generated, either on a timer, or as specific steps of the process were completed, tracking which thermocouples crossed various thresholds first and last for both heating and cooling operations.
While it didn’t impact anything from a control perspective, the size of the furnace and the parts was impressive, with the furnace being larger than many single family homes!
Results
The project was an overall success. 3 days of I/O checkout and equipment commissioning on the system led to heat treatment testing of sample parts.
A major challenge faced with the new furnace design was maintaining the required ramp rates across the part, with some of the smaller sections requiring insulation to ensure minimum ramp rates were achieved on the thicker sections without exceeding the upper range on smaller sections.
The “most difficult” part geometry was used for stress testing the system initially, and short of the insulation requirements everything progressed without any headaches. This took place with Corso Systems’ engineers on-site.
The customer was able to track thermocouples across the part grouped into various heating zones, and with the new furnace design and control system was able to shave an entire day off of their previous best cycle time for the most complex part.
After stress testing, “simpler” parts were used for further testing which became an exercise in babysitting the system as the code modifications applied to the more complex parts worked well without the additional geometry complexities. Most of the simpler parts were tested with remote access into the system for Corso Systems engineers to monitor and make any adjustments needed for operations.
Beyond operational testing, the customer took advantage of the capabilities of the Ignition platform to generate additional internal reports they used for process analysts to review recipe testing across new part geometries.
Once all of the various parts the customer produced were validated with the new furnace the system was turned over to the customer for use in their operations and remote access was removed due to the sensitive nature of the parts being produced.